全国免费热线
0731-82042415
烟煤奥阿膨胀计试验国标-长沙元德电子科技
2018-07-25 06:52:49
一、方法简介及术语
1、方法简介
将试验煤样按规定方法制成一定规格的煤笔,放在一根标准口径的管子(膨胀管)内,其上放置一根能在管内自由
滑动的钢杆(膨胀杆)。将上述装置放在专用的电炉内,以规定的升温速度加热,记录膨胀杆的位移曲线,以位移曲线
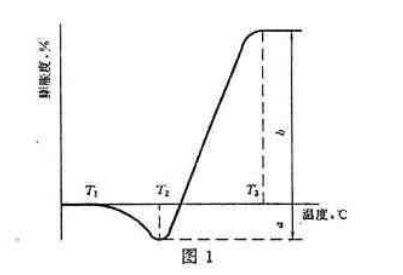
的最大距离占煤笔原始长度的百分数,表示煤样膨胀度(b)的大小,图1 是一种典型的膨胀曲线。
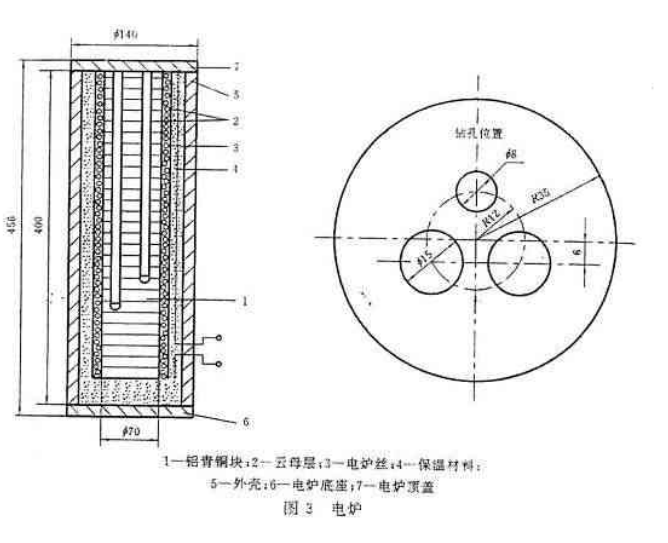
② 电炉(图3):电炉由带有底座、顶盖的外壳与一金属炉芯构成。炉芯由能耐氧化的铝青铜金属块制成,在金属块上包
包以云母,再绕上电炉丝,炉丝外面再包以云母,。金属块上有二个直径15mm,深350mm的圆孔用以插入膨胀管,另有
直径smm、深320mm的圆孔,,用以放置热电偶,炉芯与外壳之间充填保温材料,电炉的使用功率不就小于1.5KW,以
满足在300~500ºC范围内的升温速度不低于5C/min的要求,电炉的使用温度为0-600ºC 。
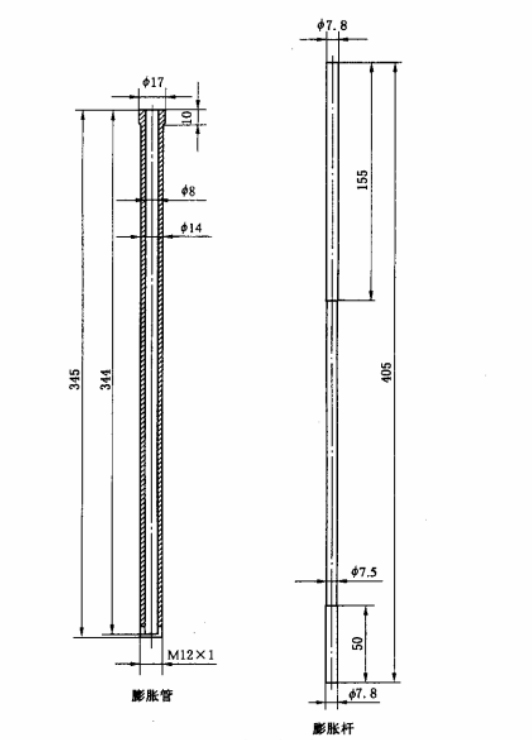
图2 膨胀管及膨胀杆
最底10mm无炉丝电炉的温度场必须均匀,从膨胀管底部往上180mm一段内平均温差就符合下列要求:
0-120mm一段: 士3 ℃ ;
120-180mm一段: 士5 ℃ 。
③ 程序控温仪和自动记录装置:升温速率3 ℃ /min 时,控温精度应满足5min
内温升(巧士l ) C 要求,也可用电位差计(0.5 级)和调压器,电位差计精度0.5 级,量程0-24.902mV ,
调压的容量3kVA 。
④ 记录转筒:周边速度应为lmm / min 。
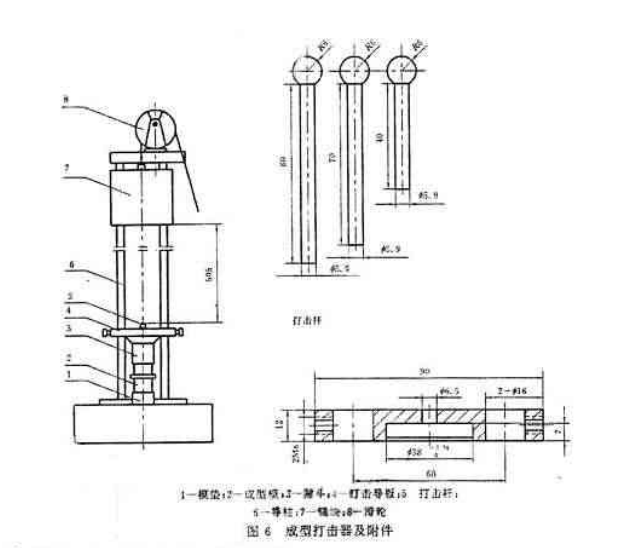
2 、制备煤笔的设备
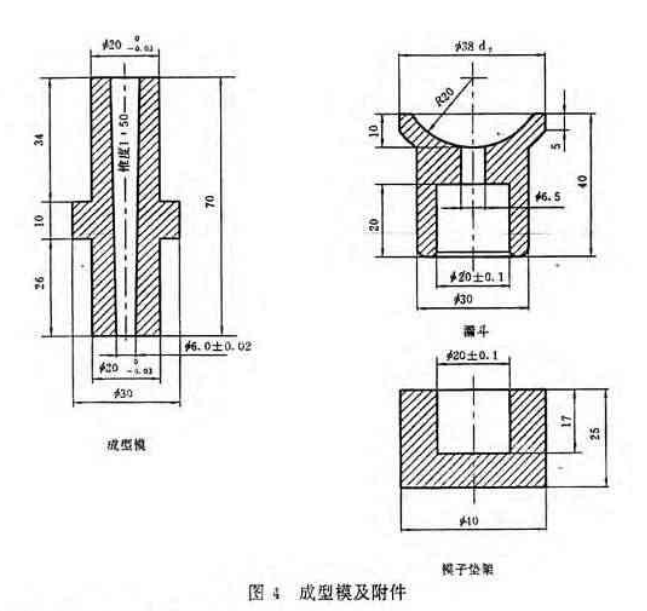
① 成型模及其附件(图4 ) :内部光滑,带有漏斗和模座。
①膨洁工具:由直径约6mm头部呈斧形的金属杆、铜丝网刷和布拉刷组成。以便从膨胀管中挖出半焦。铜丝网刷由
80 目的铜丝网绕在直径6mm的金属杆上,用以擦去粘附在管壁上的焦末。布拉刷由适量的纱布系一根金属丝构成。
各清洁工具总长度不应小于400mm。
② 成型模清洁工具:由试管刷和布拉刷组成。试管刷直径20-25mm,布拉刷由适量的纱布系上一根长约150mm的
金属丝构成。
③ 涂蜡棒:尺寸与成型模相配的金属棒。
④ 托盘天平:最大称量500g,感量0.5g
⑤ 酒精灯。
4、仪器的校正和检查
① 炉孔温度的校正:采用对比每一孔中膨胀计管内的温度与测温孔内的温度的办法来进行校正,在试验所规定的升温
速度下,使热电偶在膨胀管孔内的热接点与管底上部30min处的管壁接触,然后测量测温孔与膨胀管内的温度差。根据
差值对试验时读取的温度进行校正。
②电炉温度声和检查:在电炉的测温孔及膨胀管内各置一热电偶,以5℃/min 升温速度加热,在400~500ºC范围内,每
5min记录一次两热电偶的差值,改变膨胀管内热电偶的位置,在膨胀管底部往上180mm工具总长内,至少测定0mm、
60mm、120mm、180mm四点。计算各点两电偶差值的平均值,各点之间平均值之差应符合(二)1 ②条规定。
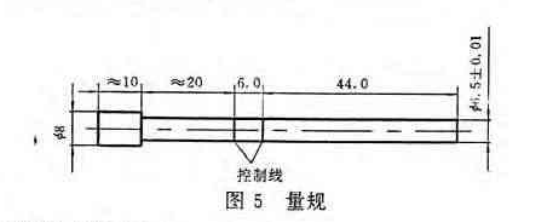
③成型模的检查可用量规检查试验中所有模子的磨损情况,同样也可用于检查新的模子,如果将量规从被检查模子的大
口径一端插入,可以观察到:
a 有两条线时,则模子过小,应重新加工;
b 有一条线时,模子适合使用;
c 没有线时,则模子已磨损,应予以更换。
④膨胀管的检查:
将已做了100次测定后的膨胀管及膨胀杆,与一套新的膨胀管和膨胀杆所测得的4个模样结果相比较,如果平均值大于3.5
(不管正负号),则弃去旧管、旧杆(标准附录A)。如果膨胀管、膨胀杆仍然适用,则以后每测定50次再重新检查。
三、试样的制备和贮存
1、将3mm的空气干燥煤样,破碎至通过0.2mm筛子,制备时应控制试样的粒度组合符合下列要求:
<0.20mm : 100%
<0.10mm : 70-85%
<0.06mm : 55-70%
煤粒过细或过粗都会影响测定结果。
2、由于煤的氧化对膨胀度的测定结果影响很大,试样必须妥善保存,尽量减少与空气的接触,一般应装在磨口的
玻璃瓶中,且放在阴凉处,试验应在制样后3d内完成,试样应放在真空干燥或氮气中贮存或将煤样瓶封闭好贮放
在冰箱中冷藏,且不超过一周,否则作废。
四、试验步骤
1、煤笔的制备
用布拉刷擦净成膜(二)2 ①,并用涂蜡棒(二)3 ③在成型模内壁上涂上一薄层蜡。称取制备好的试样4g,放在
小蒸发皿中,用0.4mL水润湿试样,迅速混匀,并防止有气泡存在,然后将镜子的小口径一端向下,放置在模座(图4)
上,并将漏斗图4套在大头上,用牛角勺将试样顺着漏斗的边拨下,直到装满模子,将剩余的试样刮回皿中,将打击导
板水平压在漏斗上,用打击杆(二)2 ③沿垂直方向压实试样(防止试样外溅或卡住打击杆)。将整套成型模放在打击器
(二)2 ③ 下,先用长打击杆打击4 个,然后再加入试样再打击4 下,依次使用长、中、短三种打击杆各2 次(每次4 下
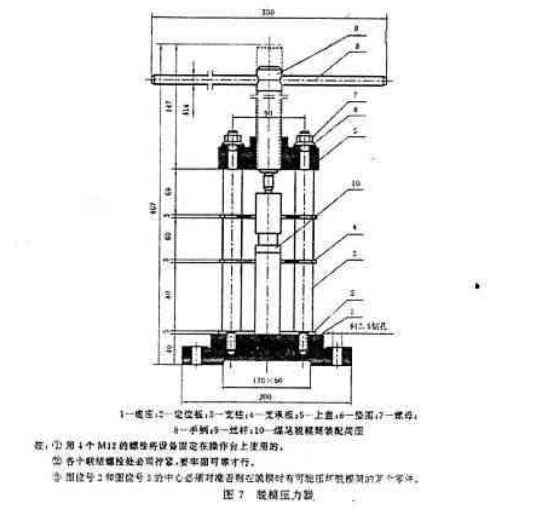
共24 下)。移开打击导板和漏斗,取下成型模,将出模导器(图8 )套在相对应的模子小口径的一端,将接样管(图8 )
套模子的另一端,再将出模活塞插入出模导器,然后将这整套装置置于脱模压力器(二)2 ④ 中,用压力器将煤笔推入接
样管中,当推出有困难时,须将出模活塞取出擦净。当无法将煤笔推出时,须用铝丝或铜丝将模子中煤样挖出,重新称取
试样制备煤笔(遇到脱模困难的煤,应适当增加水量)。将装有煤笔的接样管放在切样器槽(二)2 ⑤ 中,用打击杆将其
中的煤笔轻轻地推入切样器的煤笔槽中,在切样器中部插入固定片使煤笔细的一端与其靠紧,用刀片将伸出煤笔槽部分的
煤笔(即长度大于60mm的部分)切去.煤笔长度要调整到(60 士0.25 )将制备好的煤笔从膨胀管的下端轻轻推入膨胀管中
(小头向上),再将膨胀杆慢慢插入膨胀管中,当试样的最大膨胀度超过300 %时,改为半笔试验,即将60mm长的煤笔从
两头各切掉15mm,留下中间的30mm进行试验。
2 、膨胀度的测定
将电炉预升至一定温度,其预升温度根据试样挥发分大小可有所不同,如表1 所示。
将装有煤笔的膨胀管放入电炉孔内,再将记录笔固定在膨胀杆的顶端,并使记录笔尖与转简上的记录纸接触。
调节电流使炉温在7min 恢复到入炉时温度。然后以3 ℃/min 的速度升温.必须严格控制升温速度,满足每5min
温升( 15 土1 )℃ 的要求,每5min 记录一次温度。待试样开始固化(膨胀杆停止移动)后,继续加热5min ,然后
停止加热.并立即将膨胀管和膨胀杆从炉中取出,分别垂直放在架子上(不能平放,以免膨胀管,膨胀杆变形)。
3 、膨胀管和膨胀杆的清洁
① 膨胀管
卸去管底的丝堵,用头部呈斧形的金属杆除去管内的半焦,然后用铜丝网刷清管内残留的半焦粉,再用布拉刷擦净,直到
内壁光滑明亮为止,当管子不易擦净时,可用粗苯或其他适当的溶液装满管子,浸泡数小时后再清擦。
② 膨胀杆
用细砂纸,擦去粘附在膨胀杆上的焦油渣,并注意不要将其边缘的棱角磨圆,最后检查膨胀杆能否在管中自由滑动。
五、结果的表述
根据记录曲线(图10 ) ,算出下面五个基本参数:
d .调杆收缩
图10 典型膨胀曲线
软化温度(T1)
开始膨胀温度(T2) :
固化温度(T3):
最大收缩度(a )
最大膨胀度(b )。
若收缩后膨胀杆回升的最大高度低于开始下降位置,则膨胀度按膨胀的最终位置与开始下降位置间的差值计算,但应
以负值表示(见图10b ) ;若收缩后膨胀杆没有回升,则最大膨胀率以“仅收缩”表示(图10C ) ,如果最终的收缩曲线不是
完全水平的,而是缓慢向下倾斜(见图10d ) .规定以500 ℃ 处的收缩值报出.试验结果均取两次重复测定的算术平均值,
计算结果修约到小数后一位,报出结果取整数。
